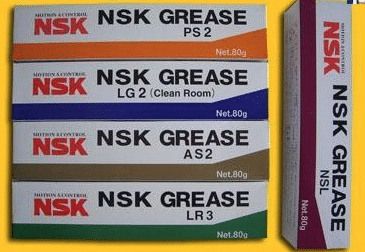
We provide a variety of Grease / Oil for Electronic Manufacturing SMT machine
NSK Series lubricants
NSK NSL oil is linear guide for oil.
NSK PS2 is a high- precision high-speed grease lubricants . Use advanced synthetic base oils , urea thickener and special additives , has excellent corrosion resistance and abrasion resistance and long service life , suitable for high speed , the temperature, the use of small high-speed machinery , suitable temperature is 190 degrees.

NSK LG2 grease lubricants are dedicated clean room , pollution , specifically for semiconductors,

LCD manufacturing equipment and food machinery.
NSK AS2 oil is heavy , waterproof anti- corrosion grease with precision .

NSK LR3 grease lubricant is high temperature and high precision .

NSK GREASE NSL
Lubricants for linear guide for oil, mainly used in our industry Yamaha SMT machines, special screw on the Y -axis X -axis , because the parts at high speed while the ball requires a lot of lubrication, because this oil has excellent wear characteristics , can effectively inhibit the high-speed friction problem when used .
Packing : 80G / branch ;
Manufacturer : NSK CO, LTD Seiko Corporation . .
Usage: can be used with Japanese NSK HGP oil gun to use , but also with THK MG70 grease guns , shaped nipple tubing complete SMT equipment maintenance refueling dedicated .
NSK GREASE PS2
● Features
The main component of the base oil used in synthetic and mineral oil , having excellent lubricating properties of the high-speed driving at a low temperature with a light load in terms of grease .
● Use it NSK miniature ball screw linear guide and standards adopted lubricant. Although it is very excellent driving characteristics of low-temperature lubricant , at room temperature, but also has good turning characteristics , it is very suitable for precision load small precision machine.
In our industry, mainly for the private placement on a Yamaha machine, low speed bearings and sliders, shortcomings , the temperature is not high , wear is not very good .
Packing : 80G / branch ;
Manufacturer : NSK CO, LTD Seiko Corporation . .
Usage: can be used with Japanese NSK HGP oil gun to use , but also with THK MG70 grease guns , shaped nipple tubing complete SMT equipment maintenance refuel special .
GREEN NS7
NSK GREASE NS7 lubricants, adapt the temperature from -40 ℃ to 140 ℃ to some extent can be used for a wide range of temperatures. The product is a low base oil viscosity , good lubricating properties.
Features:
A high durability and excellent performance, long-life grease
2 low-temperature performance and excellent mechanical properties at high speed during operation , some oil leakage.
3 .. low wear, at room temperature , in order to reduce bearing friction torque.
5 grease excellent performance can be maintained for a long period of time.
6 to have excellent water resistance .
(7) The effect of the product can reduce the brine excellent rust device
Which products for FUJI SMT , NXT and CP842 dedicated
Packing : 80G / branch ;
Manufacturer : NSK CO, LTD Seiko Corporation . .
Usage: can be used with Japanese NSK HGP oil gun to use , but also with THK MG70 grease guns , shaped nipple tubing complete SMT equipment maintenance refueling dedicated .
NSK LR3
● Features
Refined mineral oil in the base oil, grease, and a lithium-based thickener additives of special abrasion resistance, excellent extreme pressure resistance of the pan with a large load with grease. It has the load resistance and excellent oxidation stability , maintain good lubrication performance for a long time , and with high lubrication life. Excellent water absorption , even in the state contains a lot of water under , it will not be washed away by the water softener .
● Use
It is common grease NSK linear guide and ball screw standards adopted . Oil dynamic viscosity, excellent load resistance , oxidation stability is also very good , it can be widely used for various purposes , is a common type of grease used .
In our industry, mainly for Yamaha SMT machines, special bearing on l , paragraph grease lubricants are high temperature and high precision , large-scale metal processing machine tool spindle bearings specifically for high-speed , high-temperature , high load for the girth greater than 62MM high-speed bearings , which can effectively improve the machining accuracy and extend bearing life.
Packing : 80G / branch ;
Manufacturer : NSK CO, LTD Seiko Corporation . .
Usage: can be used with Japanese NSK HGP oil gun to use , but also with THK MG70 grease guns , shaped nipple tubing complete SMT equipment maintenance refueling dedicated .
NSK GREASE LG2 / NSK GREASE LG2 (Clean Room)
Features: The grease used as a clean room of the Department of straight rails and ball screws and other special grease , developed by NSK alone products, with the original clean room compared to the commonly used fluorinated grease , it has a high lubricity, lubricating long life, stable fat torque characteristics ( slip resistance ) , etc. , also have high rust resistance and dust characteristics , to achieve the same grease better than other low dust characteristics. Furthermore, not a special base oil used instead of mineral oil , the same method can be used ordinary lubricants.
Uses: For high cleanliness requirements of semiconductor , liquid crystal lubricant Linear Guides (LCD) manufacturing equipment , such as the use of a ball screw and rotating products. But the pressure of the grease dedicated clean environment , it can not be used in a vacuum environment .
In our industry, mainly for Yamaha SMT , COB bonding machine.
Packing : 80G / branch ;
Manufacturer : NSK CO, LTD Seiko Corporation . .
Usage: can be used with Japanese NSK HGP oil gun to use , but also with THK MG70 grease guns , shaped nipple tubing complete SMT equipment maintenance refueling dedicated .
NSK GREASE AS2
One can withstand , with a gravity well.
Second, the continuing good , good adhesion, good adhesion .
Third, the product has a certain acidity , resistant to corrosion.
Fourth, a strong water resistance.
Disadvantages : The temperature is not good, poor wear resistance.
In our industry, mainly for Yamaha SMT machines , special placement head , because this part of the low-speed operation , while only need to play a minor slip can be lubricated . Packing : 80G / branch ;
Manufacturer : NSK CO, LTD Seiko Corporation . .
Usage: can be used with Japanese NSK HGP oil gun to use , but also with THK MG70 grease guns , shaped nipple tubing complete SMT equipment maintenance refueling dedicated .