Southern Machinery provides professional SMT peripheral equipment

How to layout EMS smart SMT production line for Industrial 4.0
Main content of lean factory design
The traditional way of plant layout begins with equipment and tooling, and finally considers the flow of processes. Unlike traditional factory layouts, lean factory design layout begins with the customer and then designs the process flow around the workforce.
Lean factory design should comprehensively apply the knowledge of lean production ideas, system engineering, enterprise management, etc., and use parallel technology, information technology and other means to determine the factory design plan that meets the requirements of lean production concept. The main design contents are as follows:
(1) Production line layout based on lean thinking
The design of the best production line must be independent of the current legacy workflow and should reduce or eliminate large amounts of moving time for products and materials. According to the assembly requirements, placing the part loading process on the assembly point where the material of the production line is consumed will reduce the movement and waiting time.
(2) Lean logistics system design
According to the lean production point of view, logistics is not a value-added link. Therefore, the goal of lean logistics system design is to minimize the logistics and strive to minimize the waste in the logistics process while meeting the production requirements. To break the limitations of the profession, try to set up and no intermediate inventory area, and completely follow the process flow layout. All ideas that minimize the amount of movement and optimize the flow of the product should be tested. Ultimately, a practical and appropriate approach should be taken to finalize the production line in order to maximize the benefits of the production process. .
(3) Lean selection and arrangement of equipment
It is necessary to fully consider the relationship between the various production links, and on the basis of realizing the capacity requirements, try to achieve a balanced production capacity and reflect the idea of lean flow. At the same time, the choice of equipment is not based on the most advanced standards, but the small size, low investment, flexibility and other indicators are put in the first place, in order to meet the needs of flexible production in the future.
(4) Lean staffing
Traditional factories use the “scheduled system” staffing, but this method increases the cost of the enterprise and reduces the response speed of the enterprise under the multi-variety and small-batch production methods. Lean factory design, it is recommended to use the least staff to achieve the same production needs, through the training of employees, so that it has a variety of skills, so that with the change in production, flexible arrangements for operators.
(5) Lean selection of auxiliary equipment
Although the fixtures and tools required for production assistance are not resource equipment, they must be considered for lean production. It must be designed to accommodate the movement of the required materials, such as the passage of the automatic loading and unloading trucks and large material containers. It is necessary to design the station to be more compact, but at the same time, the operator should be considered to be as ergonomic as possible.
In addition, the design of the lean factory should also include the planning of the public facilities of the factory, the design of the information system, etc., and should be carried out according to the specific needs of the factory and the actual situation of the enterprise.
The goal of lean plant design is to minimize waste and overload in the work process while enhancing visual communication on site.

Deep analysis of PCB board baking method and storage method,help you become an SMT process expert
After the PCB is manufactured, it has a shelf life. If the shelf life is exceeded, the PCB needs to be baked. Otherwise, it is easy to cause the PCB to explode when the PCB is produced on the SMT.
Baking can eliminate the internal stress of the PCB, which is to stabilize the size of the PCB. The baked board has a relatively large improvement in warpage.
Advantages of baking: After baking, the moisture in the pad can be dried, the welding effect is enhanced, and the welding and repair rate are reduced.
Disadvantages of baking: The color of the PCB board may change, affecting the appearance.
The main purpose of PCB baking is to remove moisture and remove moisture from the PCB.
First, the specification of PCB management
1, PCB unpacking and storage
(1) PCB board seal can be directly used online within 2 months of unopened manufacturing date
(2) PCB board manufacturing date is within 2 months, the date of unpacking must be marked after unpacking
(3) PCB board manufacturing date is within 2 months, after opening, it must be used within 5 days.
2, PCB baking
(1) If the PCB is sealed and unsealed for more than 5 days within 2 months of the date of manufacture, please bake at 120 ± 5 °C for 1 hour.
(2) If the PCB is more than 2 months from the date of manufacture, please bake at 120 ± 5 °C for 1 hour before going online.
(3) If the PCB is more than 2 to 6 months from the date of manufacture, please bake at 120 ± 5 °C for 2 hours before going online.
(4) If the PCB is more than 6 months to 1 year before the date of manufacture, please bake at 120 ± 5 °C for 4 hours before going online.
(5) The baked PCB must be used within 5 days (input to IR REFLOW). After the bit is used, it needs to be baked for another hour before it can be used.
(6) If the PCB exceeds the manufacturing date of 1 year, please bake at 120 ± 5 °C for 4 hours before going online, and then send it to the PCB factory for re-spraying before it can be used.

3, PCB baking method
(1) Large PCB (16 PORT and above including 16 PORT), placed in a flat format, with a maximum of 30 sheets in a stack, and the oven is opened within 10 minutes after baking. The PCB is placed in a flat and natural cooling (requires pressure to prevent the bay fixture)
(2) Small and medium-sized PCB (8PORT below 8PORT) is placed flat, the maximum number of stacks is 40 pieces, the number of uprights is not limited, the oven is opened within 10 minutes after baking, and the PCB is placed flat and naturally cooled (requires pressure protection) Banwan fixtures)

Second, the preservation and baking of PCBs in different regions
The specific storage time and baking temperature of the PCB are not only related to the production capacity and manufacturing process of the PCB manufacturer, but also have a great relationship with the region.
The PCB made by the OSP process and the pure immersion gold process generally has a shelf life of 6 months after packaging, and is generally not recommended for the OSP process.
The storage and baking time of PCB has a great relationship with the area. The humidity in the south is generally heavier. Especially in Guangdong and Guangxi, there will be “returning to the south” weather every year in March and April. It is very wet at this time. The PCB must be used up within 24 hours of exposure to air, otherwise it will be easily oxidized. After normal opening, it is best to use up to 8 hours. For some PCBs that need to be baked, the baking time is longer. In the northern regions, the weather is generally dry, the PCB storage time will be longer, and the baking time can be shorter. The baking temperature is generally 120 ± 5 ° C baking, baking time is determined according to the specific circumstances.
If you need to know more about PCB drying and PCB-baked-machine machin, please contact us.
Email:ming@smthelp.net Phone /skypy:+8618126316729
Southern Machinery (SMTHELP), which specializes in SMT machines and spare parts. SMTHELP has more than 20 years of experience in the electronics processing equipment industry. Customers all over the world, and win the trust and praise of customers. Long-term customers include BOSCH in Spain and India, DIXION in India, Panasonic in Mexico, Samsung and Cliptechin Brazil.
With the SMTHELP industry experience, philosophy and professional team, adhere to the “One-Stop Solution” belief to serve customers in the electronics processing industry, providing customers with cost-effective, high quality spare parts and equipment with stable performance from China, saving customers time And cost. truly one-stop solution services.
How AOI to help SMT product quality
Automated optical inspection machine (AOI) is a new type of testing technology. It has
developed very rapidly in recent years. The structure of AOI consists of four parts: workbench, CCD camera system, electromechanical control and system software. When testing, firstly, the circuit board to be tested is placed on the workbench of the AOI machine, and the detection
procedure of the product to be detected is called out through positioning. The X/Y workbench
will send the circuit board under the lens according to the command of the setting program. With the help of the special light source, the lens will capture the image required by the AOI system and analyze it, then the processor will move the lens toward the lens. The next position is
collected for the next image and then analyzed, and the image is subjected to continuous
analysis and processing to obtain a higher detection speed. The process of AOI image
processing essentially digitizes the extracted image, and then compares it with the pre-stored “standard”. After analysis and judgment, it finds the defect to make a position prompt, and at the same time generates image text, and the operator further confirms or sends the repair station. Overhaul
Please call me to chat:
Wave Soldering Machine User’s Manual S-WS300



Wave Soldering Machine
User’s Manual

Model:
S-WS300
Be sure to carefully read this manual before use * to ensure proper use of the product
Chapter 2 Main Technical Indicators 4
Chapter 3 Wave soldering start-up instructions 5-6
Chapter 4 Interface Operation 7-12
Chapter 5 Installation Adjustment and Commissioning 13
Chapter 6 Inverter Description 18
Chapter 7 Spray Rosin Furnaces 18
Chapter 10 Maintenance and Precautions 25
Chapter 12 General Troubleshooting 27
Chapter 1 Overview
Automatic wave soldering machine is currently the mainstream of electronic products welding process, compared with other manual welding with a variety of manual, has unparalleled advantages, and thus widely used by electronics manufacturers. The automatic claw wave soldering machine produced by our company is the most advanced using modern high-tech technology.
The new design of crystallization:
(1) Unique automated preparation program;
(2) Perfect work/adjustment function;
(3) The temperature is controlled by the temperature control table of WINPARK. The speed is high and the precision is high. It is suitable for long-distance transmission in harsh industrial environments and has high reliability.
(4) The chain speed is controlled by the frequency conversion speed control motor, which is easy to adjust.
(5) Solder joints are of high quality, easy operation and good service. They are reliable products in this industry.
Thank you for your inquiry and use this machine, thank you very much! Before use, please read this manual carefully. It will provide you with all the functions of the machine thoroughly, and it will be fully utilized in production.
Chapter 2 Main Technical indicators
| PCB Size: Max.50~300mm |
| Conveyor height:750±50mm |
| Conveyor speed:0~1.8M?Min |
| Conveyor Angle:3~7º (adjustable) |
| Conveyor direction:L->R |
| Component heigh :Max.100mm |
| Pre-heating zone:600mm |
| Solder pot wave:2 |
| Pre-heating power:3kw |
| Pre-heating zone temp:room temperature–250°C |
| Cooling zone:1 Fan cooling |
| Solder pot power:6kw |
| Solder pot capacity:Approx.200KG |
| Solder pot temperature:room temperature–300°C±1-2? |
| Control method:P.I.D+SSR |
| System Control:PLC + Touch Screen Control |
| Flux capacity:Max5?2L |
| Spray Fluxer:ST-6 Spray |
| Power Supply:3P 380V AC |
| Total Power:max.9kw |
| Normal working power:Approx.1.5kw |
| Air Pressure:4~7KG/CM2 |
| Dimensions:L2460×W1200×H1650MM |
Weight?Approx.600KG
Chapter 3 Wave soldering start-up instructions
3.1 The boot step of wave soldering
a) Confirm that the machine is connected to three-phase ac380v, 5- line power supply and ensure the machine is grounded properly.
b) Open the total air switch and the switch in the electric control box, then open the power switch on the operator panel.
c) The machine Time control switch is lit, at this time presses the manual / The automatic switch icon, the time control switch displays On state, touch screen lit
d) Touch ( enter ) the button until you enter the operating interface, please refer to the instructions.
3.2 time-controlled switch operation instructions

Instructions for use (Time controller is not used for a long time, every three months need to charge once, the charge times <12 hours)
1. first use, or long time after use, when the controller is not displayed, please after the power, with small items in the lower left corner of the hole open.
2. when powered on, the timer is 24-hour system, please hold the “clock” key for 5 seconds, the monitor will display AMin the upper left corner, indicating that it has been the hour system. Press 5 seconds and return to the hour system, at which time AM display is turned off.
(12 hours When AM is the morning, PM means the afternoon)
3. Set switch time: (if the set opening and closing time is the same, the time controller relay suction for a second ) set steps:
| Steps |
Keys |
Set up a project |
| 1 |
Press (SET) (??) |
Enter timed setting (show 1 on) |
| 2 |
Press (Week) (??) |
set every day the same, or week 1-5 the same, week Six Sunday the same, or daily different (if the same daily, you can not press this key, this time does not show the week, while correcting the clock also No need to press this key) |
| 3 |
Press (time) (?)(? ) |
Set Time to open |
| 4 |
Press(SET) (??) |
Enter the timer setting (show 1 off) |
| 5 |
Press (time) (? )(? ) |
Time to set off |
| 6 |
Press |
If the date of the set off is the same as open, you may not press this key |
| 7 |
Repeat 2-6 steps |
Set the 2-8 times switch time |
| 8 |
Press(clock) (??) |
End Time setting |
* If you do not need 8 switch timing, press (clock) key can be into the clock correction.
* If set error or cancel set this press (clear)(??) key, and then restore the original settings once again
* Display without setting (–:–)
4. Clock Correction:
4.1 Press Live (Clock ) and repeatedly press (week ) to the same day. ( if the daily set switch time is the same, can not press this key, direct correction time, points)
|
|
|
MO |
TU |
WE |
TH |
FR |
Sa |
Su |
|
Monday |
Tuesday |
Wednesday |
Thursday |
Friday |
Saturday |
Sunday |
4.2 Press and hold (the clock) and adjust the time by (time) or (minutes).
5. when you have completed the above operation, press The Open/ Auto/ off ” key, be sure to base your current time on the set of self
controls the time switch, causes the monitor the most downlink to display as (on / off ) or at off(auto / off)
| Explicit shows |
Said |
| On at |
Indicates that the timer is in automatic control and in the open state |
| At off |
Indicates that the timer is in automatic control and is off state |
| On |
Indicates that the contact is in a connected state but the timer does not switch on the set switch time |
| Off |
Indicates that the switch time is invalid in the long shutdown state. |
6. check: Press (set) key to check whether the time set is correct.
7. Modify : please press (clear ) The key at the setting , then reset the time and week of the timing switch.
8. End check: Press (clock) to finish checking and setting, display clock.
9. Manual control: Press (ON/off/off) key, can realize random switch
Attention matters
1. Open The setting of time, can not cross set, should be set according to the order of time.
2. Implement timing Switch Control system Time to set the state in the auto , that is, show on / off (on) or from Move / Close ( at off).
3. The use of the environment should be in line with the environmental requirements of the controller, to avoid vibration, shock, corrosion, dust, electrostatic, high-temperature, high-temperature, direct sunlight environment to use.
4. Please store it in the rated voltage and temperature and humidity condition.
5. maximum current refers to the maximum current when resistive load, lamp current = rated current x20%, motor current = rated power Flow x30%, please use in the specified voltage and current range, if exceed the specified capacity, please contact the AC contactor.
Chapter 4 Interface Operation
 4.1 when the machine electric source button is opened , touch the screen into the Welcome interface ( figure 1 ), waiting about Ten seconds, after the completion of the PLC , the machine automatically open tin furnace heating function.
4.1 when the machine electric source button is opened , touch the screen into the Welcome interface ( figure 1 ), waiting about Ten seconds, after the completion of the PLC , the machine automatically open tin furnace heating function.
Figure 1 Startup initial interface
4. 2 Click to touch the screen into the Secretary to introduce the painting surface, such as ( figure 2) Click into the system

Figure 2 Company Introduction
4. 3 Click into the system , touch the screen into the machine to manipulate.the painting surface , as 3.
This painting surface controls all the operation of the machine,
including the manual mode and the self – moving die style.
4.3.1 : Manual mode: Touch screen left upper corner display manual (click to Automatic), manual mode, click Transport, open the chain claw
transport function; Click Preheat, turn on preheat function (must turn on transport to turn on preheating); Preheat temperature to reach, click on the peak, according to the actual product to open the crest, unicast or double wave (long leg wave soldering only a valid), generally only in the back of the red glue patch components need to open the double wave, at this time the peak has been running , the technical personnel can adjust the crest height according to the actual situation; Click on the spray, click the spraying, spray has been working, at this time can adjust the spray size, close to spray, the spray becomes automatic state.

4.3.2 : Automatic mode: Click on the touch screen in the upper left hand corner of the manual switch to Automatic mode, point Open Transport, preheating, as needed to open the crest, spray fog. In the manual mode after adjusting the machine state, at this time the machine can be normal production, when the circuit board into the machine, machine automatic spray, automatic spray, automatic wave soldering.
Fig . 3 machine operator interface
4. 4 Click on the machine in the lower right corner of the EEG map , the machine into the set interface , as shown in Figure four , this screen is used to set the machine‘s shipping parameters.
Spray Distance: This parameter sets the automatic spray time when PCB The board is
transported to the top of the sprinkler start spray, recommended set value to 7 , if PCB
The office has not reached the top of the nozzle has been opened Start Spray, then change
this parameter large, conversely, if PCB after the board is over the nozzle before
beginning to spray, then the parameter is adjusted small;
Spray coefficient: This parameter is not set;
Wave Distance: This parameter is automatic Qipo parameter, when the PCB board is
transported to the front of the tin Furnace, automatic Qipo, this parameter and spray
distance set the same way;PCB board in distance tin furnace 20cm
The peak effect is the best when it is opened.
 Wave time: This parameter is the peak after the automatic start of the operation time, it is recommended to set the 50-80.
Wave time: This parameter is the peak after the automatic start of the operation time, it is recommended to set the 50-80.
Figure 4 parameter setting screen
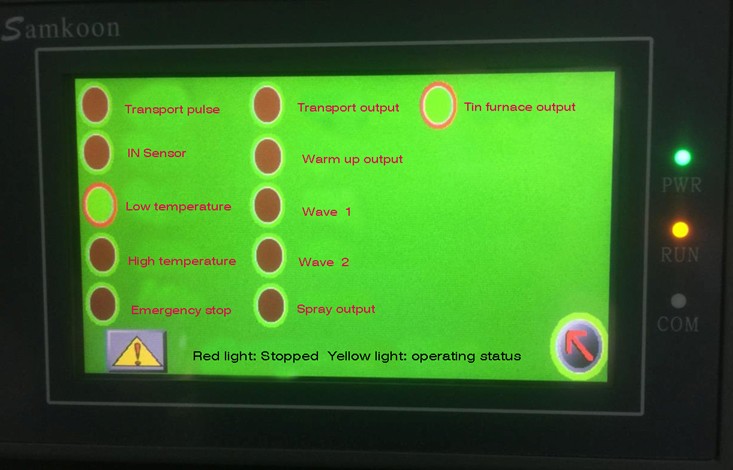 4. 5 Click Control Screen left -pointing arrow chart , into the machine– like monitoring Screen , this screen is used to monitor the operation Status of PLC .
4. 5 Click Control Screen left -pointing arrow chart , into the machine– like monitoring Screen , this screen is used to monitor the operation Status of PLC .
Fig . 5 The status monitor drawing surface
Chapter 5 Installation Adjustment and Commissioning
5.1 Machine Adjustment
After the machine positioning, the level adjustment, first the Foot Cup, so that the rubber wheel off the ground water leveling ruler on the machine to adjust, must make it in a horizontal state.
Adjustment of rail height
(Note: Tin furnace before shaking out, the first tin furnace trolley and rack fixed connection code loosened, and then the tin furnace height lowered, so that the tin furnace nozzle and titanium Claw in the height of a certain gap to avoid damage collision.) The tin furnace can be smoothly shaken out. Note: The foot wave soldering furnace to disconnect the titanium claw first
5.2 Adjustment of Plate feeder
Installation of the machine to install the first access to the plate feeder, the board will be connected with screws fixed, with two
PCB Board to adjust the docking plate, a piece of PCB into the titanium claw inside clamping, a PCB board placed in the plate feeder, two PCB board docking up, By adjusting the plate to the side of the four screw wire To adjust the height of the board connection, so that the two PCB board height parallel, through the adjustment of the machine, such as plate connected to the side of the rice screws to adjust the parallel to the plate feeder and titanium Claw, two fast PCB The joint of the plate butt is completely kissed so that the plate feeder has been installed and adjusted.
Adjustment of 5.2 guideway width
The width of the guide rail can be adjusted according to the different width of the printed board, the printed board Pinto on the Import board, and the printed board side to the fixed edge of the import plate, the rotation width adjustment handwheel to the printed circuit board can be placed on the guide, and can be moderately pushed to the conveyor chain claw mechanism
Attention:
1. Can not hold too tight or loose, too tight will cause the chain claw and plate deformation; Taisong may appear drop board or PCB side stop affect the quality of welding.
2. before adjusting the width of the chain to check whether the two sides of the solder furnace nozzle plate, if you can touch, it is necessary to increase the guide or reduce the tin furnace, so that the chain claw higher than tin furnace spout Guide.
5.2 Adjustment of Tin Furnace
The height adjustment of the tin furnace can be completed by the tin Furnace trolley lift, and the height standard is approximately 6mm~8mmfrom the top edge of the nozzle by the base board component foot.
5.3 Conditioning of preheating box
The position of the preheating box is fixed before leaving the factory, and can not be easily changed, the preheating box should ensure the bottom
The temperature of the face is between the 80?-180?.
5.4 adjustment of flux spray height
The spray height adjustment is done by adjusting the nozzle height and adjusting the appropriate air pressure and gas.
Loosen the screw that the nozzle is connected with the shaft, the nozzle can be moved up and down, and appropriate adjustments can be made according to the actual needs.
 5.5 Nozzle Air Connection mode
5.5 Nozzle Air Connection mode
5.6 adjustment of the flow of wash claw liquid
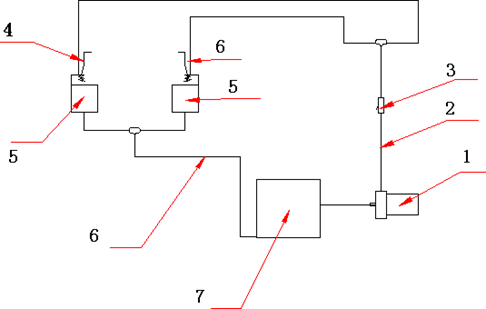 * The adjustment of the volume of wash claw liquid. (see chart below)
* The adjustment of the volume of wash claw liquid. (see chart below)
|
1.-Alcohol Pump |
2.-Output Pipeline | 3.-Control Valve |
4.- Chain Claw |
|
5.-Wash Claw |
6.-Reflux Pipeline | 7.-Alcohol Box |
The claw pump has a switch control in the touch screen and requires alcohol in the alcohol box and turns on the drive Chain to open
Claw Washer is to ensure that the chain claw clean, to achieve solder quality one of the factors. The device uses a loop-back -flow design, the chain claw through the alcohol moist brush cleaning, flow through the control valve. The capacity of the alcohol box should be Paute 2/3 or more, otherwise the pump will burn, every two days will wash the claw box out of the tin slag clean.
Note: Do not turn the adjustment switch too large and the alcohol overflow machine, so as not to cause a fire.
5.7 Commissioning
after the equipment is installed, the equipment should be fully checked, and after the system and mechanism are working normally, then put into normal use.
* Prepare Equipment
flux approx . 20L
Cleaning Lotion about 12L
Solder lead -free solder 400kg
Electric Stove 3Kw 1
Stainless steel tank 1
* Molten Tin
The solid solder is poured into the stainless steel container in batches, heated to the furnace to fully melt ( about the? ), and then poured into the tin tank of the equipment, when the solder liquid surface is about 8mm from the tin Groove mouth , Stop feeding start-up equipment, the tin furnace temperature preset for 245?, to tin furnace temperature, start the crest, adjust the crest height, check whether the crest is normal. Josi surface is low, at this time can be the bar-shaped solder directly into the tin furnace, adjust the tin surface to fit. Note:a. Tin Tank for the first time, the Solid Tin Bar ( block ) material directly into the tin furnace to melt, In case a large amount of heat can not be passed to the solid solder in time, resulting in high-temperature burning tin trough and heating pipe. b. Before dissolving the tin, the tin trough and the stainless steel container should be cleaned to prevent the impurity from polluting the solder.
* Check Flux Spray Condition
The flux is injected into the rosin groove, connected to the gas source and activated. “Spray Fog ” , check whether the spray is normal. the proportion of flux in accordance with the requirements of manufacturers and actual use of the situation, can be 0.80~0.87 within the scope of appropriate adjustments. ( manufacturers are best to provide free cleaning flux)
* Other
Check the transmission, adjust the body is normal, respectively, start the transport, washing claws, cooling, preheating and so on, check is normal, commissioning completed.
Chapter 6 Inverter Description
(See VFD-M Manual and temperature control sheet , This manual is presented in conjunction with the instructions )
Chapter 7 Spray Type Rosin Furnace
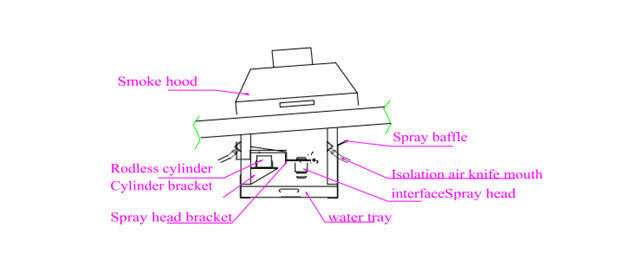
7.1 composition of rosin furnace
Rosin furnace is made of stainless steel, sealed containers, flux stored in this will not evaporate and absorb moisture in the air, and maintain a stable solvent composition, and with high-precision import nozzle and Germany or the United States rod-free cylinder, imported light eye, is currently the most ideal welding equipment users. The structure is shown in the figure below.

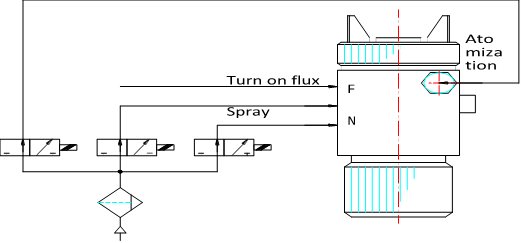
7.2 correct use of rosin furnace
the height of the rosin spray can be adjusted (see spray height adjustment), can also adjust the solenoid valve on the airflow regulator or pressure regulator on the air conditioner, the factory has been adjusted so easy to change, to avoid making into the spray system chaos, when working when the substrate through the input photoelectric tube, time control system started, and began to delay spraying and spraying tin until the substrate through the rosin furnace 3-5 seconds to stop spraying.
Note: The flux must be clean-free dapoxetine type, which is characterized by the plate surface after welding without ultrasonic cleaning, clean and beautiful board.
7.3 instructions for the use of nozzles
I, the safe operation of the case of special attention to the following matters:
7.3.1. Take appropriate precautions before use to prevent injury to the human body or damage to the product.
7.3.2. Do not point an open flame or close to an open fire place, to avoid static electricity.
7.3.3. In the installation or maintenance process should be all fittings with raw tape, such as the connection slack, in the gas
Under the pressure of the body, various liquids will be sprayed into the body.
7.3.4. When connecting the air pipe and the solvent pipe, please select different material and pay attention to the pressure of the hose can not exceed the regulation, do not use the damaged old trachea.
7.3.5. Often clean the nozzle on the solvent, the residue on the road, may cause trouble, is in the direction of people can not press the switch.
II. Methods of Use
1. Install despotism M10 stainless steel screws tighten.
2. When installing trachea and solvent fittings, please seal with raw tape, no leakage.
3 . The standard jet pressure is 0. – MPa, standard distance 200-0 mm.
4. Adjust the valve nut ( vent quantity ).
5 . on the nozzle labeled ” F “Then solvent Pipe interface,”N” “C” to connect the air pipe. “N” is a jet input pipe interface.
III. Maintenance and Repair
1. After each class work completes promptly cleans the nozzle the superfluous residue agent.
2 . use a brush or toothbrush when cleaning. (be careful not to damage the gas cap and nozzle “O” rings.)
3. Periodically add grease to the “O” ring to add lubricating oil to the needle clamp. Take care not to tap the needle when removing the clip.
Fault Handling table
| Symptoms |
Possible causes |
Handling countermeasures |
Solvent Breakpoint
1. Insufficient amount of solvent
2. Liquid tube Hardening is blocked
3. Nozzle slack or damaged
4. Needle Clamp Fixed nut loose
1. Supplemental solvents
2. Replacement of liquid Tube
3. Tighten or replace
4. Tighten or replace the needle clip
Side Type Spray shape
1. blockage or damage of valve vent empty silo
2. The nozzle has a dirty glue
1. Clean or replace
2. Clean or replace
The spray shape is Crescent type
1. Valve vent empty bin obstruction or damage to the internal wall of the valve adhesion solvent slag valve center hole damage
2. The nozzle has the dirty material adhesion or the nozzle damage
Cleaning or replacement
The spray shape is thick type
1. Valve Center hole too large
2. Low Injection pressure
3. High solvent concentration and high pressure
1. Replacement
2. To adjust the high bias pressure
3. Diluted solvents ,Reduce driving pressure
The spray shape is narrow
1. air pressure is too high
2. slag between valve and nozzle
3 Reduce air pressure
4 Cleaning
7.4 Daily maintenance and precautions
7.4.1. after Regular cleaning nozzle to ensure smooth nozzle.
7.4.2. always keep the liner slide clean and lubricated, no solvent immersion, so as not to affect the rod the normal use of cylinders.
Chapter 8 Preheater
8.1 the role of Preheater
The role of preheater is to increase the expansion rate on solder pads by preheating the flux activation and
To promote the evaporation of the PCB flux solvent, thus obtaining the best soldering effect. In addition, the circuit board after preheating, reduce the PCB and tin furnace temperature difference, to avoid the thermal impact of electronic components and circuit board sudden thermal deformation.
the optimum temperature for preheating is 120~180?. The temperature is too high can cause undesirable consequences; too low temperature affects welding quality.
8.2 The construction of preheating box
the preheating system is composed of imported blackbody heating pipe. The Preheating box and the guide rail are connected by screws to facilitate the inspection and maintenance of the line.
The best preheating temperature on the circuit board is 120-180 ?, the temperature of the preheating box is passed by the high accuracy temperature probe to the preheating electronic thermostat to adjust, can accurately control the preheating box temperature, protect the circuit board, achieve the most ideal preheating effect.
8.3 Daily Maintenance and Precautions
8.3.1 The temperature of the circuit board’s bottom surface is often tested to ensure that 120~180? between the two to ensure the best solder effect.
8.3.2. Check whether the circuit wire aging, in order to prevent current interruption.
8.3.3. Clear the flux residue in the drawer of preheating box, lest the set will cause fire.
Chapter 9 Tin Furnace
Tin furnace structure using stainless steel production. By the wave generator, nozzle filter, impeller, motor and other groups
Yes. The use of pump-type principle to form a crest.
Tin furnace structure is reasonable, high technical content, the use of Japanese and American tin Furnace advantages of the development of high standard tin furnace. Its characteristics:
1 reduce the tin oxidation to a minimum.
2 nozzle wave smooth, tin surface can be adjusted vertically to adapt to different PCB board welding requirements,
3) External heating effectively avoids the phenomenon of explosion tin, good insulation performance, tin furnace durability does not deform.
4) long service life.
Tin furnace body is by corrosion-resistant stainless steel plate welding into, heating tube installed in the tin furnace two outside. Use
Alloy
Plate to radiate heat, so that the temperature uniformity of the tin furnace, the overall heat balance does not deform, spray cavity set up without clogging nets,
Can keep the peak smooth and smooth, and not plug, thus reducing maintenance, improve efficiency.
9.2 correct use of tin furnace
Tin Furnace high and low and in and out of the mobile can be used to set up the joint hand wheel and lifting screw adjustment , adjust the tin Furnace crest can be adjusted by the frequency converter, the higher the impeller speed, tin furnace crest is higher;
Solder temperature controlled by the thermocouple in the tin Furnace. First of all, the expected solder temperature set, usually the normal solder temperature is 230-250 ?.
In the back of the tin furnace with a row of tin Tsui, used to clear the tin furnace. The tin furnace to the back of the removal, cleaning and maintenance, before the tin furnace removed, must first be the guide rail high or tin furnace to reduce a certain height to avoid the rail chain claw and tin furnace collision caused by the chain claw deformation.
In the demolition of the furnace, referring to the structure shown above, the nozzle removed first, the motor frame and impeller out, loosen the furnace liner fastening bolts, you can remove the furnace.
9.3 Daily maintenance and precautions
9.3.1. Regularly check the amount of tin to control the “spray tin wave.”
9.3.2 . measure soldering temperature with mercury thermometer ( standard temperature0?). If the preset solder temperature is unstable , it can be adjusted in the temperature control table.
9.3.3. Depending on the resulting oxide, add antioxidant grease. (Anti-oxidation grease and flux supporting use)
9.3.4. Frequently remove oxides from tin furnaces.
9.3.5. Check the tin furnace motor coupling on the machine rice and impeller shaft coupling machine meter and its operation, to ensure its normal operation.
9.3.6. Pay attention to check the wire has no aging, as well as the parts of the screws, nuts are loose.
9.3.7. Spray nozzle every day after work with alcohol automatic cleaning, lest block.
Chapter 10 Maintenance and precautions
1. Often the fuselage, transport, claw pump, cooling fan, such as motor housing cleaning to facilitate the cooling and insulation.
2. Regular inspection of electrical control box in the electrical appliances and fastening the screws on its terminals, such as the discovery of contact ablation, suction and not flexible, etc., should be dealt with in a timely manner.
3. Regular inspection of preheater, tin furnace heating pipe joints, such as the discovery of head loosening, poor contact, insulation aging and other phenomena should be tightened, clean and replace.
4. Regular inspection of equipment to protect the grounding device is good.
5. In the operation of the equipment, pay attention to monitor the shell temperature of each motor, overheating phenomenon should be stopped check.
6. When the general switch on the power supply, should first stop the tin Furnace, preheating and wave crest and other large current load before entering
Yes.
7. After the main power switch trip, you must find out the cause of the failure, before the closing.
8. In the process of melting solder and injecting high temperature liquid solder into the welding furnace, wear protective articles to prevent
Scald.
9. Flux, Wash claw liquid are flammable materials, use should pay attention to fire safety.
Ten after working every day, you need to clear the flux residues in the preheater to prevent accumulation. cause an open flame.
11. The limiter can not be added lubricating oil, so as to avoid the transmission chain claw not go.
12. Anti-oxidation wax (oil) should be used with flux to avoid fire.
13. Each transmission part should maintain the good lubrication, except the angle adjustment mechanism may use the ordinary ointment, other all uses the High-temperature ointment lubrication.
14. The tightness of each transmission chain should be checked and adjusted regularly.
15. Regular inspection of tin furnace speed motor lubrication and operation, to ensure its normal operation.
– Tin furnace Nozzle should be based on the peak stability, the peak when the exception to clean the nozzle, so as not to affect welding quality.
18. Spray nozzle should always check the tightness of its connection.
Chapter 11 Wiring
This equipment needs external 3? , ac380v,50HZ power supply ( three-phase five wire system ), power supply capacity
The quantity is not less than 20KVA, the equipment shell should protect the grounding, the grounding resistance ?4?, the grounding conductor is not less than
4mm2, the incoming line should be no less than 6mm2?
Chapter 12 General Trouble shooting
To ensure high quality, the devices used in the equipment are advanced industrial countries of high-quality products, such as million
In the event of an accident, please check each of the items listed in one table. If you are still unable to resolve, please contact the company directly.
| Failure phenomenon |
Reason |
Check processing |
All action buttons are invalid
1. Time is not in the state of timing
2. The tin temperature is not up to the set value
1. Set the scheduled boot time before the current time.
2. Wait until the temperature of the tin furnace, then operation.
Control power LED not lit
1. Power supply Missing phase
2. Fuse on the bottom plate of the electric vessel
1. Overhaul power supply.
2. Check whether there is a short-circuit phenomenon in the lights, etc.
In addition to the failure, replace the new insurance pipe (4A).
Power supply Total Switch tripping
1. Load and line occurrence short-circuit phenomenon
2. Power supply Total Switch Contact bad
1. Check the load and related lines, troubleshooting short-circuit.
2 . Check the wiring area of the power supply master switch for appearance loosening, heating, oxidation and whether the switch contact point is out contact is bad, ablation and other phenomena, or to be seized
repaired or replaced.
Tin Furnace or preheating
Slow warming of the device
1. Power supply is too low
2. Additional Hotline ( tube )partially damaged
1. Improve the quality of power supply.
2. Replace the hotline ( tube ) .
Transport Claw not running
1. Transport motor shaft end of the drive chain skid, Force nut Loose
2. chain speed set to “0”
3.fx-2da or inverter damage
1. Fixed nut for fastening drive sprocket.
2. chain speed set to not “0” position.
3. fx-2da or inverter.
Failure and solder welding problem analysis
| Fault |
Possible causes |
Press the button to press , But the LEDs are not lit
1. Total switch not open, emergency stop switch not open
2. LED light bulb failed
3. Total switch failure
Press the button to press, but the machine does not run
1. Total Switch not open
2. Press-twist failure
3. Relay failure
When the Rosin furnace is bad
1. The pressure of the rosin furnace is too low
Uneven Rosin Coating
1. The nozzle is damaged
2 . Water, obstruction of trachea
3 . The density of the rosin liquid is too dense
4. Air pressure is too low
5. Pressure regulator failure
Preheater temperature too high and too low or preheater
1. Voltage is too high or too low
Bad use
2. Heating line burnt or terminal loose.
3. Temperature probe Abnormal
4. Temperature control Failure
Tin furnace can not maintain enough tin crest
1 . The nozzle has been blocked
2 . Coupling loosening
3. Impeller Wear
4. Motor Transport Instability
5. Tin solder is impure, especially when the zinc content is larger than the specified value
6. The furnace temperature is too high
Welding problems and Treatment methods
|
Solder state after soldering |
Original for |
Branch Square Law |
Welding is not good
1. Surface oxidation of copper foil pollution
2. Flux preheating is not enough
3. Too little Flux
4. Low solder temperature
5. Conveyor belt speed
6. PCB in the tin solution leaching excessive
7. Copper foil area is too wide
8. Wuxi Protective Film
9. Flux and molten solder do not melt
Clean copper foil and component ends; PCB, components for long-term storage, research flux is no problem, for new flux.
Out of the tin pillar
1. Copper foil surface, component ends of oxidation and pollution
2. Solder welding of flux is not good
3 . The chemical changes of the coating flux and copper foil 4. Flux metamorphism
Clean copper foil surface, fully preheat, Preheat temperature standard: Aldehyde circuit board to
– ?, epoxy circuit board 120 to?
(Solder surface temperatureadjustment flux, eutectic solder , temperature for250~260? circuit board and tin liquid contact do not exceed the road plate thickness of the 1/2. Reduce the height of the tin liquid to adjust the speed of transmission , research circuit board design, in
Circuit board coating Protective film.
The occurrence of the lap
1. Copper foil surface, component ends of the oxidation of pollution
2. PCB Solder direction is not good
3. PCB design is not good
4. No Solder protection film
Cleaning the copper foil and the side of the side of the oxidation of dirt, change the direction of the circuit board solder, coating Tin protective film, the study of circuit board set
Millions
No tin on the ends
1. Oxidation of the dirt on the ends
2. There are things that do not touch tin (e.g. paint, organic resin)
3. Solder welding of flux is good
4. Flux time too long quality deterioration
Clean copper foil and the end of the surface, do not hang tin, with the pump to remove the attached oxide, dip welding do not exceed the thickness of the PCB 1/2
Virtual Welding Baken Bubble
1. Solder temperature is too low
2. Solder welding of flux is not good (low ratio of flux)
3. Oxidation of the dirt on the ends
4. Surface oxidation of copper foil pollution
5. Flux deterioration
6. Conveyor belt speed too fast
7. Wuxi Welding Protective Film
8. The circuit board damp produces the bubble
solder welding temperature is defined as 250~260? Inspection Welding Agent to remove the ends of the oxide adjustment parts of the ends line Diameters (D) and Aperture d ( e.g.
d=1.d=0.8 conveyor belt speed of one meter per minute, the circuit board in advance drying.
Some places do not touch tin
1. A part of copper foil surface pollution
2. Sipo and PCB contact but do not hang tin
3. PCB Bending
Clean the ends of the line (stripping or welding again) to avoid long-term storage, check the flux or change the new
Flux.
PCB Bending
1. Solder temperature is too high, preheating temperature
2. Conveyor belt speed is too slow
3. PCB does not press well
Solder Solder temperature is 250~260?, transfer with speed set to standard one metre per minute, line
The corners of the road plate are pressed tightly.
Chapter 13 Appendix
Appendix I: Selection of welding process parameters
The selection of welding process parameters has been described in the relevant chapters for easy access to the present list as follows:
| Choose |
Process parameters |
Select Range |
Notes |
| 1. |
Tin Furnace Temperature |
230~260? |
245 ? is generally optional |
| 2. |
Preheating temperature |
80~180? |
PCB welded surface after preheating should reach the single panel 90 ?, double-sided Board 110 ? |
| 3. |
Transport speed |
0~1.9m/min |
Generally optional for 1.2 m/min |
|
4. |
Flux proportion |
0.80~0.87 |
According to the technical requirements of the flux manufacturer and the actual welding situation Adjustment |
| 5. |
Crest Height |
Press at 1/2~2/3s |
Thickness of s= printed circuit board |
Appendix II: Technical parameters of lead-free solder
Name |
Alloy Composition (wt%) |
Melting temperature (?) Solid state line/liquid Line |
|
| M – Series Solid state temperature 200~250? | |||
| M31 |
Sn-3.5ag-0.75cu |
217 |
219 |
| SA2515 |
Sn-2.5ag-1.0bi-0.5cu |
214 |
221 |
| M41 |
Sn-2.0ag-0.5cu-2.0bi |
211 |
221 |
| M42 |
Sn-2.0ag-0.75cu-3.0bi |
207 |
218 |
| M702 |
Sn-3.0ag-0.7cu |
217 |
219 |
| M704 |
Sn-3.35ag-0.7cu-0.3sb |
218 |
220 |
| M705 |
Sn-3.0ag-0.5cu |
217 |
220 |
How to design SMT factory layout for Smart EMS
How SMT workshop planning? It turned out to be so useful.
How SMT workshop planning!
And only after the plant began production found that some areas have not planned beforehand, need to be adjusted, resulting in a waste of human and financial resources and valuable production time.
Therefore, it is important to check in advance SMT factory layout, especially for new SMT factory business, because there is no experience in SMT plant layout, the need to pay attention to the elements is not very clear, if we find a problem in the layout after production point, will cause some unnecessary losses.
So, when doing layout SMT plant, what to pay attention to what matters in advance to do to prepare? Here actual cases where we work to and we explore this problem.
Case
planning SMT line configure
the client recent planning new on two identical SMT production line, specific device configuration (see FIG. 1) and the size of the apparatus is as follows: According to Figure 1 can be seen, the maximum width of the production line equipment is 1.71 m, the length of all devices sum is 13.6 meters, will add future planning a production line (line bulk on equipment configuration).
Situation Workshop
Workshop length 36 m, width of 12 m, an area of 432 m2, on the ground floor of the factory. Currently common ground for the shop floor, and no established anti-static system, can not meet the requirements of SMT antistatic workshop, but two conductive ground terminals, can establish subsequent workshops antistatic SMT system. Further, there is no air conditioning workshop and humidifiers, can not meet the requirements of SMT workshop temperature and humidity control. There workshop ventilation system, back to meet the requirements of the reflow furnace equipment. Workshop sufficient power to meet the electricity needs of all equipment in the workshop. There are two entrances whole plant, as are required to meet the equipment, raw materials and semi-finished channel. Special materials warehouse in another workshop, the need for planning. Good lighting conditions in the workshop, to meet the brightness of the SMT shop lighting requirements all stations. Whole plant layout situation shown in Figure 2.
Customer requirements
1, the current new move into production lines and related aids, regional positioning;
2, the whole plant to meet future erection and production requirements three production lines, without planning zone realignment;
3, each production line starting position as consistent as possible, so that the whole plant orderly arranged in three lines.
Subject of
analysisthe customer’s request, we first analyzed how the production line positioning; and before locating the production line, we consider the following points:
1, SMT equipment should avoid column and they maintain a certain distance, the distance is equipment installed at least after a good feed material by a vehicle;
2, SMT crossing equipment required for frame division pitch, and the crossing equipment to extend outwardly after the device installed above the material 50 cm;
3, optimal spacing of the two lines spaced more than 1.2 meters between the outer frame;
4, check the wire tail is generally a repair plan area, quality control personnel can perform sampling line tail region.
Based on the above considerations, the length of each line should be at least 13.6 meters (without regard to the maintenance area and the tail, the case where the sampling area and the thread area kanban), the width should be 2.7 meters (SMT feeding both surfaces), specifically as shown in Figure 3.
Therefore, the production line is positioned in substantially considering plant shown in FIG. 4.
Some details of the requirements of SMT plant layout
after determining the approximate location of the production line, when the need to consider some details of SMT production line requirements, and then to determine the exact location and the location of other auxiliary equipment SMT line.
First, we analyzed the SMT line position and aids required for each area requirements: 1, fire extinguisher drop zone;
fire extinguishers to be placed around the side of the post and SMT plant, placed according to the requirements of fire regulations.
2, the car rack placement region; car rack replacement for SMT production line models and switching material, in order to facilitate production and to improve the efficiency of replacement materials, preferably the vehicle is placed near the rack placement machine.
3, stock units rest area;
stock table mainly used in the production process and dryer materials stock preparation before switching, therefore, to be placed near the preparation station placement machine, and the best car rack together, Preparation facilitates directly on the car frame after a good feed material.
4, the shelf rest area printing station;
printing station for positioning the shelf aids in the production of printing presses, such as wipes, paste, alcohol, etc., to be placed in the vicinity of the printing press to facilitate removal use, improve Productivity.
5, placing solder paste regions;
region comprising placing solder paste storage refrigerator, solder paste mixer, paste warmed cabinets, can be placed next to the plant as required or uprights placed around a fixed area of the plant, However, to facilitate the operator to take place.
6, visual inspection after the furnace area, maintenance area;
in order to facilitate visual inspection after reflow and rework semifinished product, a shelf generally placed in the furnace, designed for the visual inspection of the furnace and rework.
7, screen placement area;
drop zone comprises a mesh screen plate was placed cabinet, stencil cleaning machine, inspection tools, screen, stencil for storing, cleaning and inspection screen tension, etc., while in the region as much as possible to facilitate the production screen to take place.
8, garbage drop zone;
Production waste mainly from two parts, wipes and the like used in one printing operation, the second is to replace the waste tray and waste material produced with the like. Garbage two parts is generated to be placed separately, specialized recycling, in particular waste presses used. Thus, waste area may be placed next to the press machine or patch, or set beside the column region refuse placed separately placed.
9, kanban placement region;
kanban including the SMT billboards and other signage quality management, may be centrally located on the entrance into the shop, and also set up the production line Kanban state in which each head of the line, in order to view the producers and managers, promptly understand the current state of production status and quality SMT workshop and so on.
10, product placement area;
include products produced finished products in two parts, to separate the two partial regions divided out, strictly distinguished, in order to avoid confusion.
11, SMT placement of spare areas;
Nozzle including the SMT spare parts, a motor, a belt, cylinder or the like, to be placed in a special area, to facilitate the production of access.
12, location area temperature and humidity;
temperature and humidity conditions in order to better understand the SMT plant, depending on the size of the workshop area, several appropriately set the temperature and humidity measurement area, generally placed on the production line next to the column or wall.
13, SMT workshop office area;
let engineers and technicians and management personnel in office SMT shop floor, which can solve the problem on technology and management encountered in the production, to ensure the smooth operation of the SMT production lines.
14, anti-static protection area;
entry into SMT workshop area must have good anti-static measures. You may delineate the area in front of the plant, including the replacement of static clothing, shoes, hats and so on each employee’s locker. Also, the establishment of regional designed to test the static ring in SMT workshop at the entrance, so that each employee to do static loop testing and record test results before going to work. Based on the above analysis, the results of this SMT plant layout is shown in Figure 5.
In addition, SMT workshop also meet other requirements: 1, anti-static processing;
shop floor must be anti-static treatment, a common anti-static conductive flooring and paint and other ordinary places, customers can choose according to the actual situation. In addition, anti-static system must be set up in the workshop, to meet the requirements of the entire anti-static SMT workshop.
2, air-conditioning and a humidifier; SMT workshop to meet the requirements of temperature and humidity control.
3, the material management requirements;
in the warehouse, with particular attention to the way the material is stored, reel packaging methods, the use of hook-type place, wetting elements employed Cabinets for placement shelves to be treated with anti-static manner.
4, patch equipment gas and electrical circuitry;
preferably introduced directly from the production line at the down side of the roof, is arranged below the gas passage in the device and circuit wrapped with wire groove.
5, the ventilation system requirements;
needs to be installed to meet the requirements of the three power lines of the blower, and the third exhaust port reserved line.
Results
1, according to the size of production line and the size of the entire plant SMT, completed the reasonable position of the production line; and
2, for aids, regions, etc. SMT production lines need to make the corresponding position location; 3, according to the SMT the characteristics of the plant, some of the necessary factors to consider in planning, in particular, anti-static; 4, in accordance with the requirements of the current situation and future development of the factory has been take into consideration, unified planning.
Summary
For SMT plant layout, but also requires a combination of size and product requirements and other plants to consider a number of factors, but to stimulate here.
Welcome inquiry
1,Please visit : www.smthelp.com
2, Find us more: https://www.facebook.com/autoinsertion
3, Know more our team: https://cn.linkedin.com/in/smtsupplier
4, Welcome to our factory in Shenzhen China
5, See more machine working video, please Youtube: Auto Insertion
6, Google: Auto+insertion, to get more informations
7,Looking forward to your email: info@smthelp.com
https://docs.google.com/document/d/e/2PACX-1vSFUaow2vtLCQbtVShngWxA2uiLkcv6i4BKn4ORhsatobh8Ah_ONk2bFfjkAOSsZf3yKfBrj2hULMi0/pub
PCB Unloader \loader and Destacker from production to packaging.
PCB Unloader \loader and Destacker from production to packaging.
1. Purchase all kinds of materials according to order.
2. Frame installation of the entire machine.

3. Installed power motor

4. Install PLC control box.

5. Install sensor and belt.


6.Install the cover
7.Install the LOGO

8. Install the program and test the machine.

9 .Use PCB board to test machine.

10.Use a magazine test machine.
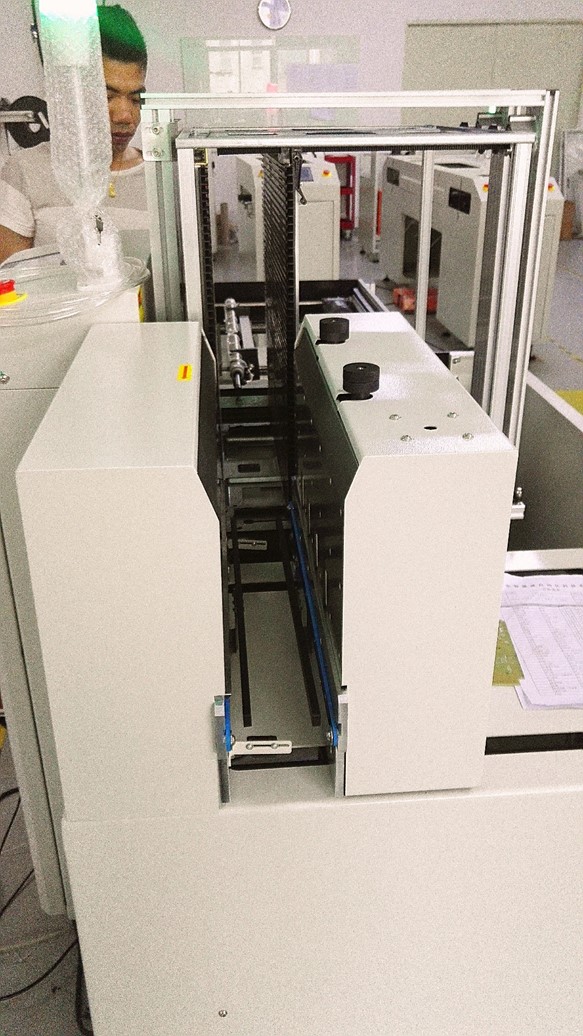


11. Aging operation week


12. Simple packing before shipment.


13. On the day of shipment, use the export wooden box vacuum packing,








14. Arrange forwarders to pick up the goods.






Four machines were shipped and shipped to the United States via freight forwarders.
ming@smthelp.com
S-CC200 User’s Manual for SMT CHIP Part Counter
S-CC200 User’s Manual for Part Counter
Index
-
Introduction…………………………. … ……. ….……..3
-
Attention for part counter……… ……………………. . 4
三、Chip bonder counter function key and operating instructions… ………………………………………………. …4
四、Chip bonder counter connecting printer operating instructions (Option) ……………………………… …………6
五、Trouble Shoot……….…………………….……………….8
六、After-sale service……………………………………….9
七、After-sale service card………….……… .. …………………..10
一、Introduction
1、Theory
Chip bonder counter can precisely count the SMD quantity, by adopting optical and electric sensor theory, using the corresponding relation between guide hole on the carrier and part, and by the special die and massive integrated circuit, chip bonder counter achieve zero error, and achieve convenient, quick counting, it is an effective auxiliary equipment for managing SMT material.
2、Product features
With full automatic way figure part quantity, it is convenient to count and delivery material. Easily operate it, original design defending strip dropping off decrease strip hurt to a smallest extent. It can count in forward direction or in backward direction, and it can be preset value, precisely figure out quantity with zero error. You also can install scanner gun and barcode printer, which is more convenient for managing operation..
3、product specification
Power: AC220V,50/60HZ,25W
Counter range: -99999–99999PCS
Profile size: L470W300H180mm
Weight: 10KG
4、Product Utility
Suit for SMD strip type of part
Strip wheel diameter: suit for any size
Strip pitch: 1,2,4,8,10,12,16,24,32,44,56mm ( Note: if pitch is smaller or wider, make it according to customer’s request)
Strip width: 4,6,8,12,16,24,32,44,56mm (Note: if width is smaller or wider, make it according to customer’s request)
5、Product Structure
this product have two types.
-
S-CC200 Standard chip bonder counter

2) S-CC202 inspecting missing type chip bonder counter

1、material reflector
2、Tray
3、Gear/motive pressing plate
4、monkey wrench
5、rocket head
6、free movable shoulder
7、location knob
8、display
9、key
10、power key
11、handle
12、glass fiber amplifier
13、glass fiber head to head emitter
二、Chip bonder counter attention
1,After unpacking, please count and make sure all accessories ready.
2,Before using chip bonder counter, please carefully read operating instructions and safe keeping.
3,Please check whether voltage specification conform to the electric supply.
4,Please check grounding properly, and guarantee safety of human body and part.
三、Chip bonder counter function key and operating instructions
1、Function key introduction
1)”PRINT”
Operation way: enter the key, you can print the counting part and quantity on the barcode by the barcode printer.
2)”SET”
Operation way: if the display shows 00000 in the left bottom, you can directly press the number key to input the counting part quantity; press the SET key one more time, the machine switches to manual mode, and the display shows ***** in the left bottom. Switch to manual mode or automatic mode using this key. (note: under automatic mode, you can preset a value before counting material, when machine turn to the presetting value, it will automatically stop, under manual mode, only if you press ” stop/zero clearing” key or it finishes all material, the machine will stop.)
3)”PITCH”
Operation way: after pressing this key, the pitch value in the display will flicker, then you can input the pitch value and press “ENTER” key, if no press after 5 second, automatically memorize, the machine will resume to standby status after one ticking sound.
4)”RIGHT” “FOREWARD/RIGHT”
Operation way: Pressing this key, start clockwise counting part, the numerical value is positive number, “BACKWARD/LEFT” on the contrary.
5) “STOP/ZERO CLEARING”
Operation way:
(1)Under counting or feeding back status, press this key, it will stop counting or feeding back.
(2)If under standby status, press this key over 2 second, the counting value will be cleared up.
(3)If under printing interface, press this key, return to main interface.
6)”SELECT”, this key is switching key for setting parameters in printing interface.
7)LCD display
 Set pitch
Set pitch
Set counting quantity part quantity
display*****under manual mode
8)”Time/missing stop” key is switching key for motor rotating speed, press this key, LCD display will show motor speed will be switched among H(high speed), M(middle speed), L(low speed).
2、 Operation Flow
1)Connect the power cable to the master machine, and plug the AC220V power.
2)Turn on the POWER key on the panel of machine, at this time, LCD panel become light
3)Press PITCH key, set the pitch between counting parts, then Press “ENTER”, and put the part on the left tray.
4)Manually pull out the strip and put it between material guard plate and counting gear, make the first part and blank middle hole aligning the middle line of material guard plate.
5)Press “STOP/ZERO CLEARING” key for 2 seconds, make the value zero clearing. Note: when pulling the strip, counting gear will turn and count, pressing this key, make the value zero clearing.
6)Press “SET” key to switch to manual mode or automatic mode, when you select automatic mode, you should input a value which you are going to count, or the “FORWARD” motor won’t start.
7)Pull strip coiling to the blank tray (right tray) by your hand, press “FOREWARD/RIGHT” to begin counting.
8)When finishing preset value, motor stop. Impacted by the inertia theory, counting number may be more one or less one than the set number,
9)When finishing counting, press “BACKWARD/LEFT”, strip will coil back to the left tray, after finishing, rotation will stop.
四、Chip bonder counter connecting printer operating instructions (Option)
1、Check equipment
1)Connect part counter and barcode master machine
2)Correctly place the barcode paper in the printer
2、 adjust and test equipment
1)Start power switch of the part counter
2)Start bar code master machine power switch: power pilot light and ready pilot light are on, at moment, press FEED key of bar code master machine (automatic aligning key), make the paper automatically align. ( P.S: if power light is flickering, it denotes the machine is off line, please restart power or repress FEED key)
3、Print
Press “PRINT” key in the master interface, master interface will display printing interface, the first row in the interface show: company name (you can set it by yourself); the second row show: time, the last row show printing operation.
-
When entering printing interface, there is a flickering cursor in the third row, you can edit and modify the content in the cursor position.
-
In the printing interface, pressing LEFT/BACKWARD, you can make the cursor move left, pressing RIGHT/FOREWARD, you can make the cursor move right.
-
In the cursor position, you can directly input the number or letter, if you continually press any key among 0~9 key in a short time, you can switch between number and letter on the key. Among of them, pressing 1 key, you can switch to special symbol, Capital letter, small letter, and etc.
-
After editing each row, cursor will stay in the row you are editing, press “ENTER” key, it will display OK in the left of this row, which means the content is saved.
Note: Saving the content in the editing row, only when cursor is in this row, and then press ENTER, the content can be saved. For example, if you want to save the content in the first row and second row, when cursor is in the first row, you press ENTER key, at the moment, only the content in the first row is saved, the content in the second row can’t be saved.
-
In the printing interface, press SELECT key into printing parameter setting interface, XYWH: XXX XXX XXX XXX showed in this interface separately denote X axis, Y axis, width, height which you can set to the printed barcode paper.
-
Press STOP/ZERO CLEARING back to master interface
-
Press PRINT key one more time, you can print the content in the printing interface.
Tag: when scanner scans barcode, it will display in the printing interface, press PRINT key to print.
五、Easy trouble shoot
| Failure | debug method |
| After turning on power, LCD no display, buzzer no sound | Please check if power cable drop off or fuse loosen |
| 。After turning on power, LCD no display, buzzer sound | LCD display cable loosens or breakdown, please check or contact dealer to change. |
|
LCD normally displays, but FOREWARD/BACKWARD can’t be started. |
|
六、After-sale service a: (overall unit maintenance period for one year, master controller board maintenance period for three years, and tended for all life.) the following state happened is not in the free maintenance condition.
-
Machine is damaged under carried by your person by himself
-
In unstable voltage region, due to not using voltage stabilizer, cause component damaged.
-
Due to not using correct voltage, cause component damaged
-
Not selled by our company, but selled by dealer or other factory.
-
Natural disaster, or act of God.
After-sale service card

 User’s Name: Address:
User’s Name: Address:

 Machine model: User’s phone number:
Machine model: User’s phone number:

 Purchasing Date: Dealer’s seal:
Purchasing Date: Dealer’s seal:
User should know that:
- From the purchasing date on, overall machine will be maintained for one year, and tended for all life.
-
The following state is not in maintenance condition:
(1)Due to wrong operating, carelessly using, natural disaster cause the machine damaged.
- Due to operating abnormally, cause the machine not work properly.
- Once dismantled or repaired by someone who is not our technician.
- Using consumable supplies or component which are not from our company, cause the machine damaged.
- Not using the voltage required by our company, cause the machine damaged.
- Due to operating abnormally, cause the machine not work properly.
- Except this guarantee, any guarantee card supplied by other company or people won’t be approved by our company.
- Please safe keeping the card and formal purchasing receipt, when repairing, it will be effective after showing them to our people review.
- If the card has no commodity seal and purchasing date, the card automatically become invalid.
S-6000V SPECIFICATION
Catalog
1.Description 2.Specification 3.Feature 4.Operation panel 5.Operation Guide
- Menu Function
-
Programming Process
- Calibration
- Place strip
- Calibration
- Material Station Setting
- Place PCB board
- Import coordinate
- Puzzle Set
-
Operation Procedure
- Basic Procedure
- Safety
- Basic Procedure
-
Maintenance and management 。
- Maintenance
- Common Faults
- Maintenance
- Configuration
- Quality Guarantee
-
Description
S-6000 is dedicated to research and develop electronic products, it is a small desktop type machine which suits for small and medium-sized enterprise assembly line is developed by our company. This machine has
superior function 1.small batch production. 2. Experiment, research and development. 3. Sample Preparation and trial-produce. 4. Processing and Mounting LED SMT, etc.
 The main characteristic of S-6000 is small volume, Mounting very fast, high precision when it works, simple operation, stable running and competitive price. Not only can help you to avoid the mounting instability by man-made, but also can help you to solve the problem like high labor cost, high site cost, low production efficiency, and so on. Our product can greatly improve the productivity.
The main characteristic of S-6000 is small volume, Mounting very fast, high precision when it works, simple operation, stable running and competitive price. Not only can help you to avoid the mounting instability by man-made, but also can help you to solve the problem like high labor cost, high site cost, low production efficiency, and so on. Our product can greatly improve the productivity.
-
Specification
| Desktop Automatic Budget SMT Machine | ||
| Model |
S-6000A |
S-6000V |
| Applicable PCB |
18mm*18mm-305mm*368mm |
|
| Visual System |
up visual system |
up and down visual system |
| Visual function |
Mark point positioning function |
|
| Placement Head Quantity |
2 |
|
| Feeders |
no |
20 |
| Strip Roller Quantity |
27 |
26 |
|
IC Tray |
no |
1 Shelves |
| Mounting Capability |
3000PCS/h |
3000PCS/h |
| Mounting Accuracy |
±0.03mm |
|
|
Applicable Components |
0402~24mm, CHIP, SOP, QFP, SOT (Tape Width: 8mm,12mm,16mm,24mm) |
|
| External Dimension |
750*633*430 |
648*690*470 |
| Weight |
59KG( 85.5KG including the package) |
63.5KG( 90KG including the package) |
| Vacuum Pump |
-92KPA (Included, Mute Pump) |
|
| Vacuum Pump Quantity |
2(Included, Mute Pump) |
|
| Power Supply |
220V , 50Hz |
|
| Average Working Power |
100W |
|
-
Feature
- On the basis of programming and control system of WindowsXP, it is supported to import the coordinate file and online programming
- vision correction: Mounting vision correction, Machine tool vision correction
- 2 Placement Heads can work in the same time and the mounting range is big. It supports big and thick component. 4 placement heads can be choosed
- Laser alignment, online programming
- Vacuum detection, intelligent discriminant good or bad adsorption
- Detection of material lack, automatic alarm
- Support multi-feeding ways: feeder belt, feeder, IC tray, IC material tray
- Encapsulation apply
- On the basis of programming and control system of WindowsXP, it is supported to import the coordinate file and online programming
|
|
|
|
|
SOP-8 (SO8) narrow |
SSOP-20 wide |
TSOP-44 |
|
|
|
|
|
|
|
SMA |
SMB |
OT252 |






| 5. SOT series |
|
|
|
|
0402, 0603 |
|||
|
0805, 1206 |
|||
|
1210, 1812 |
|||
|
2010, 2512 |
|||
|
3528, 5050 |
|||
|
LL34 |
TQFP-144 |
||
|
|
|
|
|
|
SOT-223 |
SOT-23 |
SOT-89 |




-
Operation panel
- Reset Button: Reset the system data can be restored to the initial state
- Lighting Button: The light switch
- Acceleration and deceleration: Adjust the machine speed
- Step Distance Button: Adjust the step distance, (step distance: 0.025 0.2 1 5 25 100 mm) Standard step distance: 5
- Left and right, Up and down Button: Move the direction key
- Start/stop: decide when the machine work start and suspend
- Alarm: Color light alarm, Red is stop state, green is working state. When the machine at work when a fault occurs, the red lights and alarm
- Reset Button: Reset the system data can be restored to the initial state
-
Operation Guide
-
Menu Function
-
Level 1 menu
nameLevel 2menu
nameMenu functions instructions
FileNew FileImport and build new coordinate filesOpen FileOpen the saved file SMT programmingEditCheck the dataCheck list configuration material stand material unit
configurationshortcut keyCut and paste, paste, copy, delete
SettingBackup and recovery machine
parametersMachine tool fault
solvingCheck system failureCalibrationBefore using equipment calibration machineSystem of
material stripBuilding material components encapsulation, information and
material feed configurationSystem of
componentEstablish station components packaging information
ControlUnlockUnlock the machineLockLock the machineHeatingHeating the machineOpen cursorOpen the machine cross cursorClose cursorClose the machine cross cursor
ViewToolbarCould show and hide the toolbarList to adapt to
the widthReduce and enlarge the programming listHelpAboutView the system version informationMachine
debugging toolsCan debug and test the function of each part of the machine
Programming Process
Machine Calibration -> Put Material Strip –> Set Material Station(check material )-> Put PCB -> Import Coordinates -> Puzzle Set(Check PCB)
-
Calibration
Enter the menu- Set -> Calibration, Align the cursor, nozzle, pull needles and other equipment in order one by one, details are in the corresponding instructional videos.
-
Put Material Strip
Put the material strip on the shelf, details are in the corresponding instructional videos.
-
Material Station Setting
Set the material stand center coordinates, broaching coordinates (for belt material stand), Set column spacing (for disc material stand), This process is referred to as “Material Station Setting”, details are in the corresponding instructional videos.
-
Place PCB board
Put empty PCB board with no solder paste on the machine, Carefully adjust the distance of the jig, To ensure that the PCB securely holding.
-
Import coordinate
Enter the main menu file – > new file, import a coordinate file. Support import the coordinate file and online programming coordinate file PCB software: PADS, CAM350, protel99, Altium Designer and so on, details are in the corresponding instructional videos.
-
Puzzle Set
Choose from two of the far patch points, To establish the corresponding relation of the origin and the origin of
the machine tool programming, This process is referred to as “Puzzle Set”, details are in the corresponding
instructional videos.
-
Operation Procedure
-
Basic Procedure
-
|
|
-> |
|
-> |
 |
|
Solder Paste |
S-6000V |
Reflow |


Solder Paste -> SMT pick and place machine -> Reflow Soldering
-
Blowing the solder paste on PCB using the machine
-
Mount the component with the SMT pick and place machine
-
Put the Mounted PCB on the Reflow.
-
Safety
-
- This machine has a certain dangerous, non-professional workers do not operate.
- Before using,Please ensure that the machines work platform area no obstacle to run again, in the run process, do not put your hands in the working area and cover the protect shell.
-
Maintenance and management
-
Maintenance
- Keep the machine clean,do not put anything on the machine, and also close the protection shell. Cover the protection shell and disconnect the power switch under no use the machine circumstance.
- Stopped for a long time before using again, put lubricating oil in the X Y axis,keep the machine running smoothly.
- Using the nozzle for the long time, please clean and make sure the machine is unblocked.
- Keep the machine clean,do not put anything on the machine, and also close the protection shell. Cover the protection shell and disconnect the power switch under no use the machine circumstance.
-
Common Faults
- The needle do not work: Possible reasons:
- The needle do not work: Possible reasons:
-
- Pull needle can not move down, check to pull needle power supply.
-
Needle couldn’t lift, check whether the needle stuck, the system will be an error. If stuck to artificial troubleshooting, to pull the needle back to normal.
-
The nozzle do not work:
Possible reasons:
- Check whether the suction nozzle is fixed in place.
- Whether the suction nozzle deformation or blocked.
- Check whether the suction nozzle is fixed in place.
-
-
Configuration
- Quality Guarantee
We are not in favor of users to repair itself.
The machine warranty is 1 years, When the machine has any problems in this period, we could repair and change. But in any case, our company’s responsibility can’t more than the purchase price of the product.
If the machine have any problems in the using process, according to the common failures suggest and the solution still cannot be solved, the user shall not open the case, please contact our company’s Marketing Department or agents.
For the faults caused by the manufacturing defects, our company is responsible for free repair or
replacement products.
This guarantee is only applicable to normal use of equipment, and the absence of damage or improper use. The warranty does not include the problem/fault caused by the following reasons:
- Repair or change the machine without authorization.
- The proper use of, inadvertent use or accidental, etc.
Please keep the warranty registration card and the Invoice, for the record when we need to maintenance, Technological innovation, Calibration, etc.
Automatic desktop SMT pick and place machine
Automatic desktop SMT
pick and place machine
Model: S-6000V
Programming manual
Catalog
-
Import Material Order
- Import the coordinate file
- Import the coordinate file
-
Material Stack Configuration
- Coil stock and tray stock
- Coil stock and tray stock
- Material stack configuration function
-
Mounting Setting
- Mount setting function and introduction
- Mount setting function and introduction
-
Puzzle Setting
- Quick makeup
- Quick makeup
- Program Runs

SMT system programming tutorial
-
Import Material Order
-
Import the coordinate file
-
Import PCB file coordinates directly and scraping PCB components coordinates manual.
-
Import PCB coordinates
① PCB coordinate document template, it is the CSV file.
 ②Open control system main interface – > file – > new file – > import coordinate.
②Open control system main interface – > file – > new file – > import coordinate.
③ The CSV file, PCB general has Top layer and Bottom layer element coordinates, please confirm the current PCB is the top layer or the bottom layer, choose in the lower left corner coordinates. Then click the lower right corner → the import button.
Import the coordinate file function instructions:
|
Import the coordinate file function instructions |
||
|
Option name |
Operation |
instructions |
|
Coordinate surface |
Choose the Top layer and Bottom layer to import coordinate components. |
|
|
Flip coordinate |
||
Select this option, will perform PCB flip horizontal coordinates
|
Flip Angle |
Option |
|
|
Allow Blank |
When coordinate file have the margin, import coordinate indicates a blank space, must be made to modify the file and then import, avoid programming error. Select this option, will ignore the coordinate file integrity, errors may result in mounting components. |

-
Grab the coordinate file by hand
-
Main interface in the upper right corner click open control system→Grab the coordinate To manually add the new coordinates

- Manually add the new coordinates
① X Y positioning equipment function
- Manually add the new coordinates
|
X Y positioning equipment function |
||
|
Option name |
Operation |
function |
|
drop-down |
||
|
options |
Option |
Choose the cursor, nozzle 1, nozzle 2 to grab positioning tool of the coordinate. |
|
Open cursor |
||
|
Close cursor |
||
|
Back to Home |
Execute |
Machine return to original state |
② Stepping set and X Y movement Function
|
Stepping set and X Y movement Function |
||
|
Option name |
Operation |
Function |
|
Stepping set |
Option |
Alternatively the step size of the X Y directions |
|
X Y movement |
Execute |
Up and Down, Leaf and Right button could Operate X Y direction positioning, In operation, please don’t close to the machine tool |
③ Manual input coordinate function
| Manual input coordinate function | ||
| Option name |
Operation |
Function |
| Bit No. |
Modify |
General is number, To manager the PCB program more clearly, fill the PCB current anchor element bit number. |
| Component Package | ||
| Center X |
Automatic acquisition |
Operation the movement direction key to the PCB component packaging center, Automatically obtain X Y coordinate value, please do not modified by hand. |
| Center Y | ||
| Angle |
Modify |
Angle of PCB component |
| Component Type |
Type of PCB component |
|
|
Note: After setting the above operation,, click “OK” to record coordinate current bit number. And then to do the next one. Directly to the center of the moving direction key to enter a number to setting, Click “OK” to finish record coordinate current bit number. |
||

-
Material Stack Configuration
-
Coil stock and tray stock
- Coil stock: For the coil stock component putting.
- tray stock: For the tray stock and tube IC component putting.
- Coil stock: For the coil stock component putting.
-
Material stack configuration function
- Material stack configuration function
- Material stack configuration function
-
|
Material stack configuration function |
|||
|
Option name |
Coil stock |
tray stock |
|
|
station number |
According to the material stack number |
||
|
Program Component |
Click and choice of material stack put components corresponding component model, choose components are not allowed to repeat |
||
|
Material System |
Click into the system of material select stack corresponding packaging material with configuration |
||
|
Component |
Click into the system components and system interface to select material with the corresponding system components package |
||
| Calibration center |
Click on the center coordinate values into the center calibration interface, moving XY direction calibration feed tray placed in the center of the stack and elements to get set up |
||
| Calibration broaching |
Click broaching broaching coordinate values into the calibration interface, moving XY direction calibration broaching center to get set up |
||
| Initial angle |
Material stack element display angle, the system default 90 ° degrees |
||
| Rows , columns line spacing, column space |
Modify the settings for each display from the ranks of the number and the element array tray material |
||
| Adapter nozzle |
2 head: left one is 1,the right one is 2, according to the different elements of the package material stack, could change any head. |
||
| Flight Speed |
Normal:30000pps, Special components can be customized flight speed. The smaller data , the slower operating speed |
||
|
More materia |
Pick up
speed |
Refers to the suction nozzle picking up speed, Normal: 20000pps. The smaller data , the slower pick up speed |
|
|
Pick up
Depth |
Refers to the suction nozzle distance with the end face contact material stack material when pick up the component, Through the calibration can get picked up depth data, Special component separately select pickup depth |
||
|
Pick up
alone |
To some special material stack, setting the speed the depth separately. |
||


- Multi-line batch modification Description
| Multi-line batch modification Description | ||
| Description: Bit column number , hold down the left button to select a number of modifications can make the following batch modify. |
||
| Option Name |
Operation |
Description |
| Center X |
Modify |
batch settings calibration center X coordinate of material stack |
| Center Y |
batch settings calibration center Y coordinate of material stack |
|
| Broaching partial X |
batch settings Broaching partial X coordinate of material stack |
|
| Broaching partial Y |
batch settings Broaching partial Y coordinate of material stack |
|
| Pick up depth |
batch settings pick up depth of material stack |
|
| Adapter nozzle |
Option |
batch settings adapter nozzle of material stack |

- Material stack debugging tools, data checking function description
| Material stack debugging tools, data checking function description | ||
| Option Name |
Operation |
Description |
| Material stack test |
Execute |
Pick up test for calibration finished material station configuration list |
| Save material station to the file |
Save the material station file for calibration finished material station configuration list, it could make it easy for the nest use. |
|
| Loading the material station from the file |
Can be loaded directly with the saved material station. |
|
| Check no material |
Check the Program Component in the material station configuration list for no material. |
|
| Check double material |
Check the Program Component in the material station configuration list for double material. |
|
| Check nozzle vacancy |
||

-
Mounting Setting
- Mount setting function and introduction
- Mount setting function and introduction
 Programming parameters automatically get in after the second material Stack Configuration.
Programming parameters automatically get in after the second material Stack Configuration.


Calibration Function description
-
PCB information – Align programming origin
① Click the Align program into the coordinate system origin correction interface.
② Calibration Make sure whether the splint placed parallel to the PCB in place, subject to the plywood base point, and then calibrate.
③ Calibrating the far two point coordination ( reduce the error), Click OK after finished
 calibrate.
calibrate.
-
Setting Mark point ( This setting must be completed – after operating alignment program origin )
Set Mark Point, choose a more independent square or circular Mark point as calibration points.( (Note: Mark point usage; in the fourth programming due to the PCB board or puzzle on the origin lead to error, click Mark point to automatic correct board )
-
Calibration ( This setting must be completed – after operating alignment program origin )
Calibration is used to correct a separate placement coordinate with the actual Mark-point calibration.

-
Other Setting
 ① Reset the default placement coordination, mounting XY coordinate reply for source file coordination.
① Reset the default placement coordination, mounting XY coordinate reply for source file coordination.
② Check invalid pick up material station, check whether the configuration is complete.
-
Puzzle Setting
-
Quick makeup
-
It can horizontal and vertical puzzle PCB.

-
Origin offset correction
- Manual correction and automatic correction
-
Puzzle calibration Make sure whether the splint placed parallel to the PCB in place, subject to the plywood base point, and then calibrate.
① Manual correction: Click the PCB list of coordinates to enter the calibration correction, respectively coordinate 2 far point calibration.( reduce the error), If there is the puzzle PCB, then do the first PCB, and send and so no. The same way to calibrate.

 ② Mark point automatic correction: one-time auto-complete according to automatic Mark point on board.
② Mark point automatic correction: one-time auto-complete according to automatic Mark point on board.

-
Program Runs
-
Program option function 5.1.1 Function
|
Option Name |
Operation |
Description |
|
Base plate Depth |
Calibration |
Nozzle and plywood PCB contact distance, setting through the calibration. |
|
Optimization Option |
Option
Dual stepper reel, can improve the placement rate.
The default double election: if canceled a nozzle will not be placement relative programming can not be involved in SMT production process, two nozzles are canceled, the program
can not be generated.

-
Run the patch
- Function
- Function
|
Option Name |
Operation |
Description |
| Test mounting |
Option
Select the test mounting, roll feed zone does not feed tray,
please do not put components, SMT will simulate patch
End the process when
the error occurred
Selected, SMT work when other material stack error will end the current SMT all the work, and stop running
Speed Stalls
Set
The smaller stalls, The slower SMT run speed
Starting line number
It may be the current line number bit number for starting SMT
placement
Back Home
Execute
Back to initial state.
Start
Start SMT run
Pause / Resume
When SMT work, click this button, it could pause, and click
again, it could resume to work.
End
End the current work.

5.3 Mount coordination Preview
 Function: You can preview the imported PCB plots, red for the selected package components , it can zoom right to select the bit number to view the preview package management.
Function: You can preview the imported PCB plots, red for the selected package components , it can zoom right to select the bit number to view the preview package management.
How to use Bowl vibration feeder for Bulk Electronic components for PCBA
For the last 20 years any odd-form components that did not come pre-packaged have been assembled BY HAND. Any PCB Assembly in today’s market can gain quick advantages by automating their assembly line. Huge costs are spent unnecessarily on labor and import fees.
If you are considering automation of odd-form components in your PCBA, consider these questions:
- Does your desired component come available in a package?
- Is your lead to hole ratio appropriate for automating?
- Is the quality and repeatability of the component suitable for automation?
- Does your component require lead preparation prior to insertion?
- Does your process require that the component is clinched?
Need help with these questions? Let us know and we will help design your Odd-Form Assembly tailored to your needs!
[Canvasio3DPro templateID=”15″ objectID=”18″]
PCB Board handling system in Smart factory
[Canvasio3DPro templateID=”14″ objectID=”15″][/Canvasio3DPro]
[Canvasio3DPro templateID=”14″ objectID=”16″][/Canvasio3DPro]
[Canvasio3DPro templateID=”14″ objectID=”17″][/Canvasio3DPro]